
The event
This month’s company visit was with Tosara Pharma Ltd, part of Teva Pharmaceuticals. Teva Pharmaceuticals is a global pharmaceutical organisation with a daily customer base of 200 million people. It employs 800 people in Ireland, with three facilities in the Republic (Baldoyle, Swords, and Waterford) and one in Northern Ireland (Larne). Sudocrem Antiseptic Healing Cream is manufactured in Ireland since its humble beginnings in 1931.
Our speaker was Richard Burke MBS / Six Sigma Black Belt. His current role is Production Specialist / OPEX Site Manager at Tosara Pharma, and has over 30 years’ experience in the Pharmaceutical Industry.

Introduction to Tosara Pharma Ltd
By way of background, Richard began by saying that the manufacturing operation was set up in 1984, and is located in Baldoyle on the north side of Dublin.
Their headcount is currently at 120 full time employees working on a 24 hour shift pattern. Their output last year was approximately 37 million units. The plant has five lines for the filling and packaging of jars and tubes.
In addition, they are currently operating on a three cycle shift over 24 hours a day, five days a week. Richard added that this was one of the most engaging and rewarding projects that he worked on particularly when they achieved such positive outcomes.
By speaking at the Dublin Lean Network, he wanted to help organisations understand the roadmap Tosara Pharma travelled to achieve their unique lean culture, improved business performance, increased market share, and becoming a learning organisation using the tools and techniques of lean.

The Beginning of their Journey
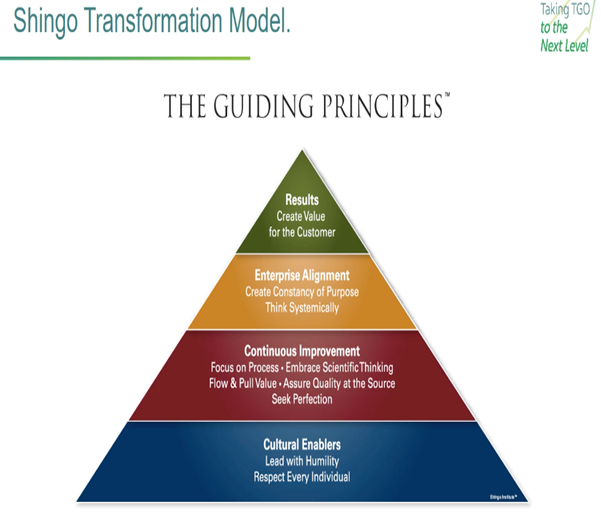
The Shingo Model ®
Quality Policy

Environmental Health & Safety (EHS)
Total Productive Maintenance

Continuous Improvement

Small incremental improvements build the momentum, and really help people see that change will help them in their work activities.
Key Performance Indicators

Standardisation


Conclusion
The Shingo Model’s first component calls for the creation of an ideal culture in which people are energised, engaged, and motivated to succeed. “Leading with Humility” and showing “Respect for every Individual” has allowed their employees gain a deeper satisfaction for the work they do. As their people were acknowledged for their work, they wanted to reciprocate their productivity in return. For Richard, Michael and the team at Tosara Pharma Ltd, it has been a win-win for everyone.
Richard can be contacted on LinkedIn should you wish to learn more.
Next Event
Noel Hennessy will discuss the human aspects of Lean at our next event on 14th July 2022. Noel has over 20 years of experience executing Continuous Improvement programs. In his previous capacity as Enterprise Excellence Director at Lake Region Medical, Noel led the company to achieve Shingo Bronze Medallion certification in 2009, making it the first medical device manufacturer in Ireland and Europe to do so, outside of the US. He repeated this achievement again in 2015.
This blog post was written by Trish Ferguson, Steering Committee Member of the Dublin Lean Network.